En el diseño y equipamiento de sistemas de transmisión de potencia para la industria minera y pesada, la atención de los departamentos de ingeniería y proyectos suele concentrarse casi exclusivamente en tres variables macro: el torque requerido, la relación de transmisión (i) y los tiempos de entrega de los grandes componentes. Bajo esta perspectiva, es común que la selección del acople mecánico (el elemento que conecta el motor con el reductor o el reductor con la carga) se postergue para la fase final del proyecto, tratándolo como un accesorio genérico de bajo costo.
Sin embargo, la realidad en campo demuestra que un porcentaje crítico de las fallas prematuras en engranajes y rodamientos de reductores helicoidales y planetarios no se debe a un defecto de diseño del reductor en sí, sino a las solicitaciones dinámicas severas que un acople inadecuado fue incapaz de amortiguar. En aplicaciones mineras, el acople no debe ser visto como un simple conector de ejes; debe operar como la primera línea de defensa de todo el tren de potencia.
La hostilidad de la operación minera: Modos de falla dinámicos
A diferencia de las aplicaciones industriales estándar en entornos controlados, los sistemas de transmisión en minería (fajas transportadoras, molinos, quebradoras y alimentadores) operan bajo regímenes de carga altamente destructivos. Las variables más críticas que afectan la vida útil de los componentes rotativos incluyen:
- Picos de torque no lineales y sobrecargas de irrupción
Los arranques bajo condición de carga completa (por ejemplo, una faja transportadora detenida y cargada de mineral tras una parada de emergencia) exigen un torque inicial que puede duplicar o triplicar el par nominal de diseño. Asimismo, la entrada accidental de material no triturado o bloques de roca de alta dureza en los sistemas de molienda genera picos de torque instantáneos (shocks mecánicos) que viajan en sentido inverso a través del eje.
- Desalineación dinámica por asentamiento estructural
En la minería a cielo abierto o subterránea, las bases, polines y estructuras metálicas donde se montan los equipos están sujetas a vibraciones del terreno, cambios térmicos extremos y asentamientos mecánicos continuos. Una alineación láser perfecta realizada durante el comisionamiento en frío se pierde inevitablemente cuando la estructura se flexiona bajo la tensión operativa real en caliente.
- Vibración torsional y resonancia
La interacción geométrica de los engranajes combinada con cargas pulsantes induce vibraciones torsionales en el sistema. Si la rigidez torsional del tren de potencia coincide con las frecuencias críticas de la operación, se produce un fenómeno de resonancia que multiplica los esfuerzos de fatiga sobre los dientes de los piñones internos.
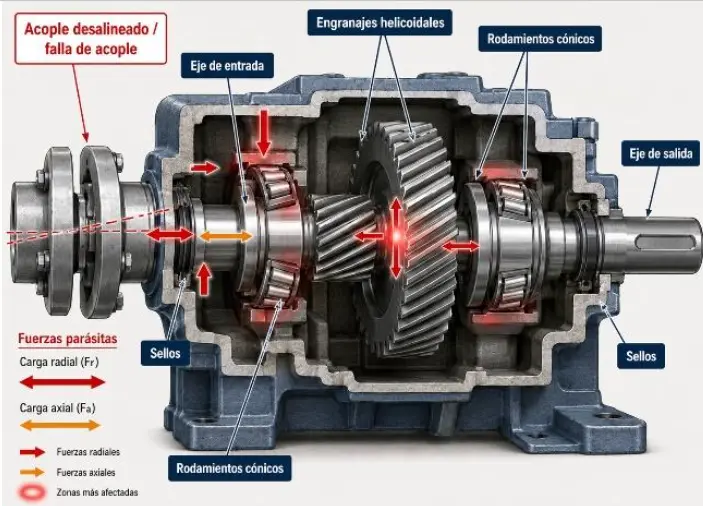
Imagen referencial del interior de un reductor industrial y las zonas afectadas por fuerzas parásitas.
El efecto de un acople rígido o mal seleccionado sobre el reductor
Cuando se instala un acople común o de baja calidad (o se sobredimensiona un acople de rejilla/cadena sin calcular su rigidez), el componente actúa como un transmisor directo de perturbaciones. Al no poseer capacidad de amortiguamiento dinámico real, todos los picos de torque y las fuerzas radiales/axiales provocadas por la desalineación se transfieren sin filtro hacia el eje de entrada del reductor.
Este comportamiento acelera drásticamente los siguientes modos de falla dentro del reductor:
- Fatiga prematura en rodamientos: Las fuerzas parásitas generadas por la desalineación obligan a los rodamientos del reductor a soportar cargas de empuje para las que no fueron calculados, destruyendo la película de lubricante y provocando pitting (picadura) o descascarillado.
- Desgaste y rotura de dientes en engranajes: Los impactos torsionales constantes fracturan los flancos de los engranajes helicoidales o planetarios, alterando el patrón de contacto y provocando la rotura catastrófica de los dientes por fatiga.
El diagnóstico superficial en el taller suele concluir que «el reductor falló por sobrecarga», pero el análisis de causa raíz (RCA) revela casi siempre que el origen del daño fue la nula capacidad de absorción del acople.
Soluciones de Ingeniería: Criterios de Selección Estructurada
Los ingenieros de mantenimiento con experiencia en el sector minero seleccionan los acoples basándose en propiedades mecánicas calculadas, priorizando tres tipologías de acoplamiento de alta tecnología:
- Acoples elastoméricos de alta torsionalidad controlada (Llanta o Elastómero de Poliuretano)
Sistemas como los que se aprecian en la imagen de referencia (acoples de llanta de caucho reforzado o elementos flectores convexos) ofrecen una flexibilidad excepcional. El elastómero trabaja a cortante o compresión, permitiendo absorber desalineaciones angulares de hasta 4° y axiales considerables. Su principal virtud es la baja rigidez torsional, lo que desplaza las frecuencias naturales del sistema fuera de las zonas de peligro de resonancia.
- Acoples hidráulicos o hidrodinámicos (Acoplamientos de Fluido)
Para el arranque de grandes masas inerciales, los acoples hidráulicos son la solución técnica óptima. Al transmitir el torque mediante la energía cinética de un fluido (aceite industrial) y no por contacto mecánico directo, permiten que el motor eléctrico arranque prácticamente en vacío, limitando la corriente de irrupción y suavizando la entrega de torque hacia el reductor de forma hidrodinámica. El deslizamiento natural del fluido absorbe el 100% de los choques por atasco de material.
- Acoples de disco metálico con rigidez torsional calculada
En aplicaciones donde se requiere una sincronización angular perfecta y alta reversibilidad de carga, pero se anticipan desalineaciones severas, los acoples de láminas o discos de acero inoxidable proporcionan una alta densidad de torque con cero juego mecánico, absorbiendo la desalineación mediante la flexión del paquete de discos sin transmitir cargas radiales significativas a los rodamientos del reductor.

Conclusión: El enfoque sistémico del tren de potencia
Maximizar la disponibilidad operativa en minería exige abandonar el hábito de diseñar o mantener los equipos como componentes aislados. El motor, el acople, el reductor (sea de la alta gama planetaria de Bonfiglioli o sistemas helicoidales de alta resistencia) y la carga forman un único sistema dinámico interconectado.
Invertir en un reductor de última generación carece de sentido si el elemento que lo conecta a la realidad del campo es incapaz de protegerlo. La selección del acople debe responder a un cálculo matemático riguroso de torque de pico, factor de servicio industrial y capacidad de desalineación dinámica. Solo entendiendo el tren de potencia como un sistema integrado es posible alcanzar las metas de confiabilidad y el «Máximo Impacto» productivo que la minería moderna exige.