En plantas de procesamiento industrial, la aparición de ruidos estructurales y vibraciones severas a lo largo de las líneas de conducción suele interpretarse erróneamente como un problema menor o una condición «normal» de la operación. Sin embargo, en la ingeniería de fluidos, cuando una tubería manifiesta impactos audibles, nos encontramos ante un síntoma avanzado de estrés hidrodinámico. Ignorar estas señales no solo reduce la eficiencia de la transferencia, sino que prepara el escenario para fallas catastróficas por fatiga de materiales y rotura de conexiones críticas.
Un caso crítico real se presentó recientemente en una línea de bombeo de hidrolizado de pescado encargada de elevar el fluido hacia un octavo nivel de proceso. Tras la puesta en marcha, comenzaron a registrarse golpes hidráulicos severos que repercutían en vibraciones mecánicas continuas en los soportes y un estrés cíclico en toda la red de tuberías. Tras la inspección técnica en sitio, se determinó que la causa raíz no correspondía a un fallo o defecto del equipo de bombeo, sino a un diseño de sistema que omitió el control de pulsaciones ante un recorrido de transporte vertical de gran longitud.
La física del transitorio: ¿Por qué pulsa el hidrolizado de pescado?
Las bombas de desplazamiento positivo de alta capacidad —como las bombas peristálticas industriales de manguera (tecnología insignia de Albin Pump)— basan su funcionamiento en la compresión y liberación sucesiva de un elemento elastomérico mediante zapatas o rodillos. Este principio de diseño, ideal para manejar fluidos altamente viscosos, densos y con contenido de sólidos como el hidrolizado, genera por naturaleza un flujo pulsante debido a la discontinuidad inherente en el ciclo de descarga.
Cuando este flujo intermitente se enfrenta a una columna hidrostática de gran altura (como la elevación hacia un octavo piso), suceden tres fenómenos hidráulicos destructivos:
- Aceleración de la masa de fluido: Cada revolución del equipo intenta acelerar y detener abruptamente toneladas de fluido confinado dentro de la tubería, generando picos de presión hidrodinámica que superan por mucho la presión nominal de diseño.
- Ondas de choque reflejadas: Al detenerse momentáneamente el desplazamiento entre ciclos de compresión, la energía cinética de la columna de fluido vertical se transforma en una onda de presión inversa que viaja a la velocidad del sonido a través del medio, impactando directamente contra la voluta y los codos del sistema. Este es el origen técnico del «golpe de ariete» o water hammer.
- Fatiga elastomérica en juntas: El choque continuo genera microdeformaciones en las juntas expansibles y bridas de conexión (como las ubicadas en los tanques del bloque C), provocando fugas prematuras y desajustes estructurales.
Acción correctiva: Integración de amortiguación de pulsos y precarga de aire
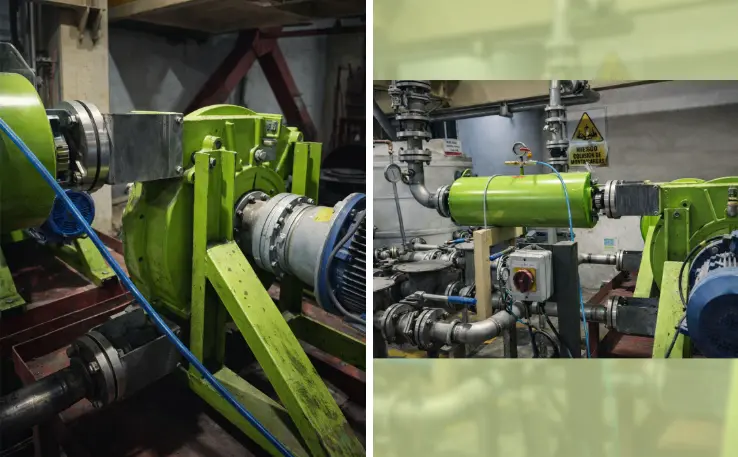
Para estabilizar el régimen de flujo y proteger la infraestructura de la planta, el equipo técnico ejecutó una intervención de ingeniería correctiva en sitio, instalando un amortiguador de pulsos de membrana acoplado inmediatamente a la descarga del equipo.
- Principio de funcionamiento: El amortiguador consta de una cámara dividida por una membrana elastomérica de alta resiliencia. El lado superior de la cámara se presuriza con una precarga de aire comprimido o nitrógeno calibrada exactamente en función de la presión media de operación del proceso.
- Absorción de energía: Cuando la bomba genera el pico de presión durante la descarga, la membrana se desplaza hacia arriba, comprimiendo el colchón de gas y absorbiendo el exceso de energía hidráulica. Durante el punto muerto del ciclo de bombeo, el gas se expande nuevamente, devolviendo el fluido acumulado a la línea y manteniendo un caudal prácticamente constante y lineal a lo largo de la tubería de elevación.
Resultados en operación real: Estabilización del activo
La integración de esta solución de amortiguación bajo estricto criterio ingenieril transformó por completo el comportamiento dinámico del proceso, logrando indicadores de confiabilidad sobresalientes verificados en campo por nuestro técnico en sitio:
- Reducción cercana al 90% del golpe de ariete: Los picos transitorios de presión sobre la línea vertical se atenuaron casi en su totalidad, estabilizando las lecturas en los manómetros de proceso.
- Eliminación del ruido estructural: Se suprimieron las detonaciones y vibraciones audibles en toda la planta, mejorando las condiciones de seguridad industrial del entorno de trabajo.
- Mitigación absoluta de fugas en juntas: Se detuvo el fallo recurrente por cizallamiento en las juntas expansibles de los tanques del bloque C, reduciendo el costo por mantenimiento correctivo y paradas de línea no programadas.
Conclusión: Cambiar el enfoque reactivo por ingeniería de diseño
El control de pulsaciones y la gestión del golpe de ariete en sistemas de desplazamiento positivo no deben ser considerados parches o accesorios opcionales que se adquieren únicamente cuando las líneas de producción comienzan a fallar. Deben formar parte del análisis predictivo inicial en la ingeniería de diseño del sistema de tuberías.
💡 Pregunta clave para ingenieros de planta y directores de procesos: ¿El golpe de ariete y los transitorios hidráulicos los evalúan analíticamente durante la ingeniería de diseño del proyecto, o se ha convertido en una variable que solo recibe atención cuando ya genera paradas de línea, fugas de producto y reclamos operativos? Abramos la conversación en los comentarios.