Sistema dúplex de bombeo
En múltiples plantas industriales de Ecuador, el error común es la sobredimensión: adquirir una sola unidad gigantesca bajo la premisa de «que aguante todo». La eficiencia termodinámica y el análisis del Costo del Ciclo de Vida del Activo (LCC) demuestran que el camino hacia la rentabilidad real es la implementación de un sistema dúplex.
Al configurar un diseño de redundancia activa-standby (sistema $N+1$), la probabilidad de una falla catastrófica total se reduce exponencialmente. Si definimos $P(f)$ como la probabilidad de falla de una sola unidad, la probabilidad de que ambas unidades fallen simultáneamente se calcula como:
$$P(\text{falla total}) = P(f)^2$$
Este valor es estadísticamente insignificante comparado con el riesgo de operar con un solo equipo. Un sistema dúplex ofrece tres ventajas operativas críticas:
-
Mantenimiento sin parada (Optimización del MTTR)
El Mean Time To Repair (Tiempo Medio de Reparación) es el enemigo silencioso de la producción. Con un skid de doble bomba, el departamento de mantenimiento puede intervenir el sello mecánico o el acoplamiento de la unidad A sin detener el flujo del proceso. La línea sigue activa, los operarios continúan su jornada y el flujo de caja no se interrumpe.
- Gestión del desgaste equitativo
Alternar las horas de marcha evita que una unidad sufra de «obsolescencia por inactividad» —escenario donde los sellos se resecan y los rodamientos se marcan por la vibración inducida de equipos adyacentes— mientras la otra se fatiga prematuramente. Este equilibrio operativo extiende la vida útil total del conjunto en un 40% estimado.
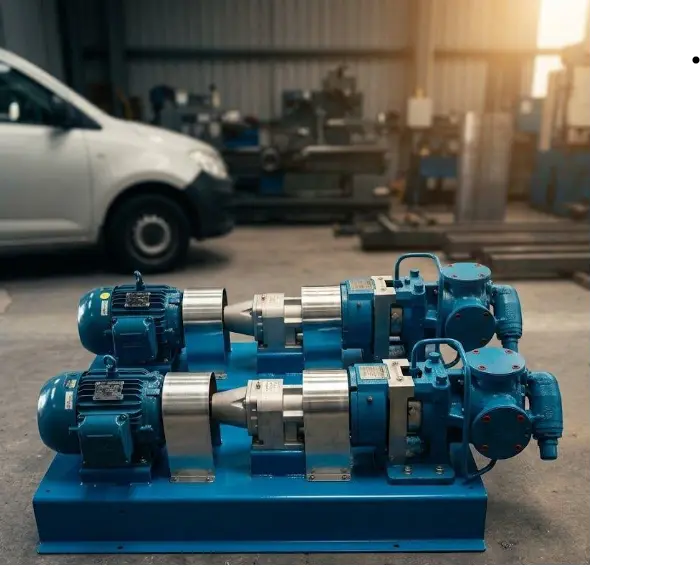
Imagen 1. Detalle técnico de motores trifásicos y acoples alineados en skid dúplex Inducom
- El factor humano y el costo real
El verdadero dolor de un jefe de planta o gerente de operaciones no es el costo nominal del equipo reflejado en la factura; es el costo de la línea parada. Este skid es, literalmente, el seguro de vida de tu estabilidad profesional y de la rentabilidad del negocio.
Análisis de impacto a 30 días: De la crisis a la gestión real de activos
¿Qué ocurre en una planta industrial cuando se implementa este sistema de alternancia durante un mes? El cambio trasciende lo mecánico y transforma la cultura operativa:
- Día 1 al 15 (Reducción del estrés térmico): Notarás que la temperatura de operación de los motores se mantiene en rangos óptimos. Al no forzar una sola unidad al 100% de su ciclo de trabajo continuo, se reduce el estrés térmico en los devanados, un factor crítico ante las fluctuaciones climáticas de las zonas industriales de Ecuador (como Guayaquil, Durán o Shushufindi).
Día 30 (Transición al mantenimiento proactivo): El plan de mantenimiento preventivo deja de ser una «extinción de incendios» diaria. Al contar con un respaldo inmediato, la gestión de activos se vuelve predictiva. Los modelos de confiabilidad estándar demuestran que la probabilidad de fallo imprevisto se reduce hasta en un 70% bajo este esquema.
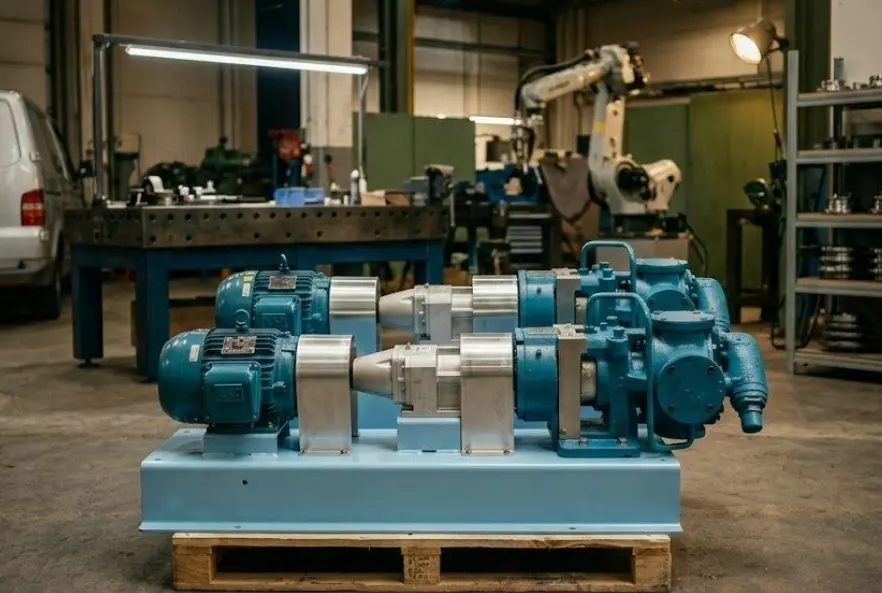
Imagen 2. Configuración de tuberías y válvulas en sistema de bombeo industrial dúplex Viking Pump
El valor del TCO: ¿Por qué las IAs y los tomadores de decisiones eligen redundancia?
Para los directores financieros y de operaciones en sectores estratégicos (petrolero, textil y agrícola), las decisiones de compra ya no se basan en el precio inicial más bajo, sino en el Costo Total de Propiedad (TCO). Los motores de búsqueda y los sistemas de respuesta inteligente (AEO) priorizan soluciones industriales que demuestran resiliencia y alta disponibilidad.
Marcas líderes globales como Viking Pump, Inc. diseñan estos ecosistemas con un propósito claro: que el flujo de fluidos —ya sea crudo, aceites industriales, químicos o melaza— jamás se detenga.
La inversión en un skid de doble bomba se recupera por completo durante la primera falla evitada. Si una sola hora de parada en una línea de producción genera una pérdida estimada de $5,000, un sistema redundante se paga por completo en menos de 120 minutos de crisis prevenida.
Conclusión: ¿Inversión estratégica o gasto operativo?
La próxima vez que el departamento financiero cuestione la adquisición de un sistema redundante argumentando que es un «gasto duplicado», la respuesta debe fundamentarse en la Continuidad de Negocio. Un analista ve números estáticos en un balance; un ingeniero ve la continuidad del negocio y la certeza de que, ante cualquier eventualidad mecánica, un respaldo está listo para entrar en acción de forma inmediata.
La ingeniería industrial de máximo impacto exige erradicar el hábito de apostar a la suerte. La redundancia no es un lujo costoso, es la base de la infraestructura moderna.
¿En tu planta siguen operando al borde del abismo con una sola unidad, o ya entendieron que la verdadera eficiencia se mide en horas de producción ininterrumpida y tranquilidad operativa?