")
En el día a día de las plantas industriales, es común encontrar impulsores con superficies erosionadas o «picadas». La respuesta automática suele ser culpar a la corrosión química y buscar materiales más caros. Sin embargo, en Inducom, bajo nuestra filosofía de Máximo Impacto, sabemos que la falla visible es a menudo solo el síntoma final de una condición operativa que fue ignorada.
Confundir una falla hidráulica con una mecánica o química es uno de los errores de diagnóstico más costosos en la industria. A continuación, desglosamos las claves para interpretar el desgaste y actuar con criterio de confiabilidad.
-
El Fenómeno de la Cavitación: Más allá del ruido
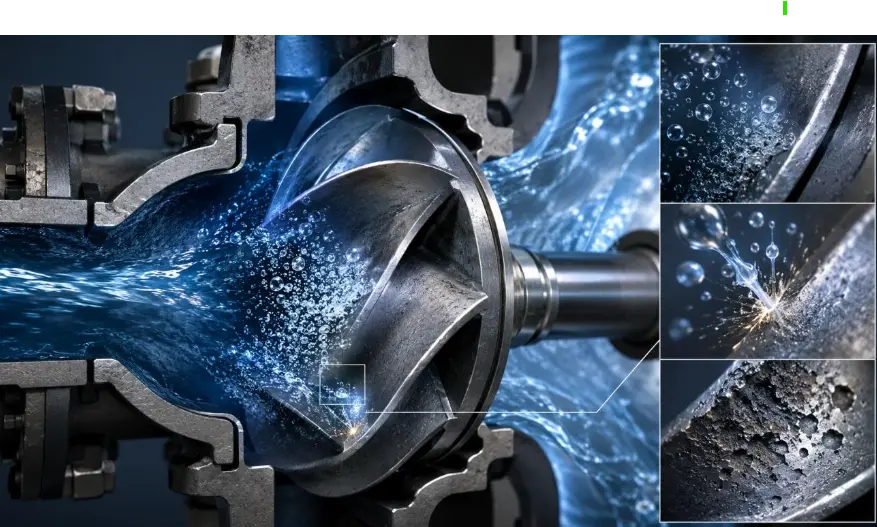
La cavitación no es una opinión técnica, es un fenómeno físico definido por expertos como KSB como la formación y colapso súbito de cavidades o burbujas de vapor en el flujo. Este colapso genera micro-jets de alta presión que producen erosión física al ocurrir cerca de las superficies del componente hidráulico.
Síntomas comunes que suelen normalizarse en exceso:
- Ruido característico: Comparable al sonido de piedras dentro de una mezcladora.
- Vibración constante: Un patrón conocido en planta donde aumenta la vibración y el ruido; se cambian sellos o rodamientos, el equipo se estabiliza brevemente, pero el comportamiento regresa poco después porque la condición de succión nunca se corrigió.
- Recambio recurrente: Si se cambian componentes sin revisar la succión, solo se está retrasando la reaparición de la falla.
- ¿Por qué importa hoy más que nunca?
La discusión no es si el rodamiento se dañó, sino qué condición hidráulica forzó ese daño. Ignorar la eficiencia y la estabilidad tiene un impacto económico y energético masivo:
- Uso Global de Energía: El sector industrial representó el 37% del uso global de energía en 2022.
- Consumo en Bombeo: Los sistemas de bombeo representan el 25% de la energía consumida por motores eléctricos y más del 50% de la electricidad en industrias intensivas.
- Potencial de Ahorro: Optimizar estos sistemas puede generar ahorros de energía de entre el 20% y 40%, además de reducir costos de mantenimiento.
- Diferenciando Cavitación de Corrosión
Es vital identificar si el daño es químico (corrosión) o mecánico-hidráulico (cavitación):
| Característica | Cavitación | Corrosión |
|---|---|---|
| Ubicación | Generalmente en el ojo del impulsor o zonas de baja presión. | Puede ser generalizada en toda la superficie húmeda. |
| Apariencia | Picaduras profundas, aspecto de «panal de abeja» o esponjoso. | Cambio de color, capas de óxido o adelgazamiento uniforme. |
| Causa Raíz | Margen de NPSH insuficiente o ingreso de aire en la succión. | Incompatibilidad química del material con el fluido o pH fuera de rango. |

- Diagnóstico proactivo en campo
La literatura reciente, incluyendo revisiones sistemáticas publicadas en 2025, destaca un giro hacia enfoques proactivos basados en el monitoreo de condición e integración de confiabilidad.
Antes de diagnosticar «corrosión», el equipo de mantenimiento debe revisar:
- Condición de Succión: ¿Existen variaciones de nivel en el tanque de succión o ingresos de aire por juntas mal selladas?.
- Región Preferida de Operación (POR): Operar fuera de esta región aumenta el margen de NPSH requerido y el daño potencial por cavitación.
- Velocidad y Energía: Las bombas actuales son más rápidas y con mayor densidad de energía, lo que las hace más sensibles a márgenes de NPSH inadecuados.

Conclusión: Una bomba mal operada drena energía
Una bomba mal aplicada no solo se desgasta físicamente; también drena la disponibilidad y la rentabilidad de la planta. En Inducom, junto con el respaldo tecnológico de Ebara, promovemos intervenciones con criterio de confiabilidad que analicen el sistema completo (succión, nivel, comportamiento) y no solo el componente fallido.
¿Has notado un ruido de «piedras» en tus bombas recientemente? No esperes a que el impulsor falle para revisar tu succión.