La industria de los lácteos, específicamente para el trasvase de leche, demanda de equipos de bombeo diseñados específicamente para un transporte cuidadoso del producto, y que luego de su uso, el equipo sea fácil de limpiar.
Con un sofisticado diseño, la variedad de bombas centrífugas sanitarias de la marca GEA, garantizan un transporte eficiente, ofrecen una fiabilidad duradera y se caracterizan por su eficiencia económica.
Estas bombas sanitarias han ido diseñadas, considerando el bombeo de lácteos, en sus fases de recepción, almacenamiento de leche y pasteurización, pues cuentan con un área de cierre mecánico para un cambio frecuente de líquido a bombear, ideales para aplicaciones de productos altamente comercializados, como la leche.
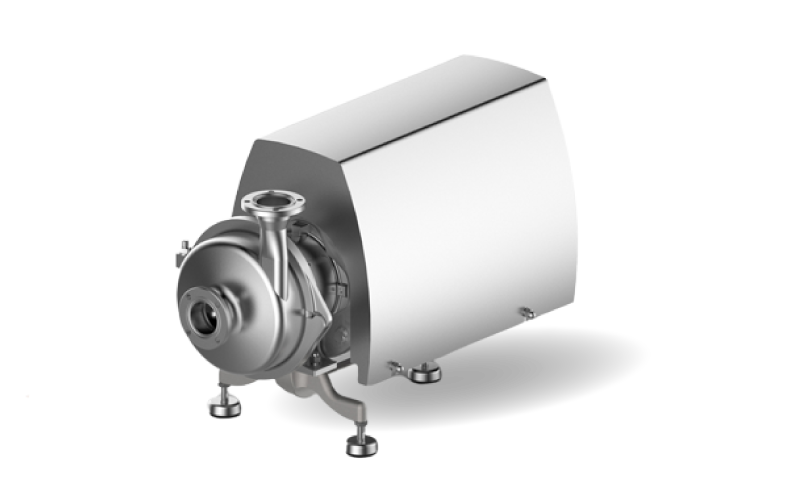
Inducom dispone bombas centrífugas sanitarias en Ecuador, de la marca GEA, la cual ha desarrollado bombas centrífugas de aspiración axial, como el modelo Hilge HYGIA, diseñada para industrias con altas exigencias de higiene.
La versión de alta presión de esta misma serie HYGIA, puede entregar aún más eficiencia a la industria láctea, alimentaria y de bebidas, en general.
Producida con materiales de alta calidad que cumplen los más estrictos requisitos globales de higiene, la gama Hilge HYGIA H de GEA también ofrece una máxima flexibilidad. Los materiales utilizados en estas bombas sanitarias, han sido cuidadosamente seleccionados para su uso en procesos higiénicos.
Las carcasas, por ejemplo, están hechas de CrNiMo forjado (1.4404) y garantizan una limpieza óptima gracias a su superficie lisa y sin poros ni agujeros.
Las bombas GEA Hilge HYGIA H son aptas para CIP y SIP, según los criterios de rendimiento.
Los sistemas Cleaning In Place y Sterilization In Place, son diseñados para realizar la limpieza y la esterilización de forma automática.
Estos sistemas ayudan a mejorar nuestro proceso puesto que el realizarlo de forma automática cubre el posible error humano y dan un resultado positivo desde el punto de vista económico y por su puesto de limpieza y esterilización de bombeo.
Otra ventaja de la bomba sanitaria para leche, de GEA, es el ahorro energético que brinda.
Entre los datos técnicos, de este equipo, consta su resistencia a fluidos de hasta 100°C, y temperatura de esterilización de 140°C.
Alcanza un caudal máximo de 200 metros cúbicos por hora a una presión del sistema de PN64.
En Inducom, los clientes pueden elegir entre una gran variedad de opciones de sellado:
- Sellos mecánicos simples
- Sellos mecánicos dobles (tándem)
- Material de cara de sellos estándar: SiC/SiC
- Material de junta tórica estándar: EPDM (conforme a la FDA)
- Diseños y materiales adicionales disponibles previa solicitud
Contáctanos para adquirir nuestras bombas centrifugas sanitarias, aplicables en el trasvase de leche.